佛山市古墙建材有限公司
主营:双曲铝单板,氟碳铝单板,聚酯铝单板,冲孔铝单板,木纹铝单板,石纹铝单板,外墙铝单板,内装铝单板
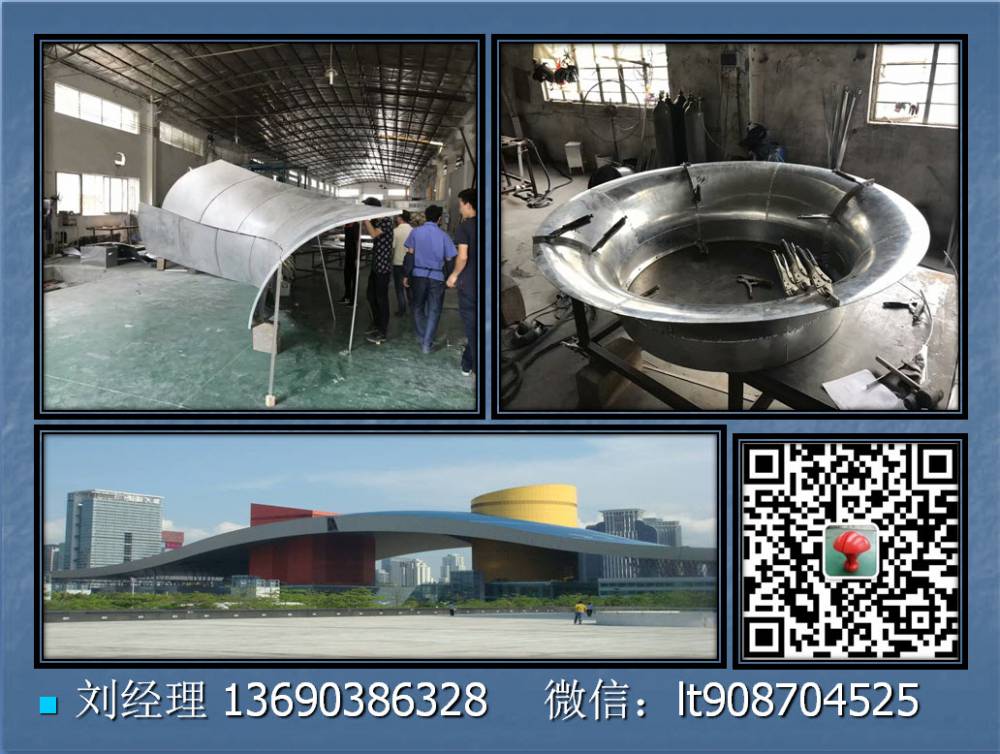
双曲铝板加工厂生产工艺
2019/7/7 10:07:29来源:http://fssq.blogcn.com点击数:262次
双曲铝板加工对于拉深形状圆滑、拉深高层度较浅的覆盖件,一般不需要顶出器,拉深后只需将钣金件手工撬起即可取出;而对于拉深高层度较深的直壁长度非常大的拉深件,需用顶件器进行卸料。双曲铝单板厂家的操作工熟练掌握钣金工艺技术是非常必要的,有利于钣金件生产管理,是提高产品质量和降低成的重要保证,是把双曲铝板价格从1500元/平方定格到450-800元/平方的可接受区间范围的坚实基础。


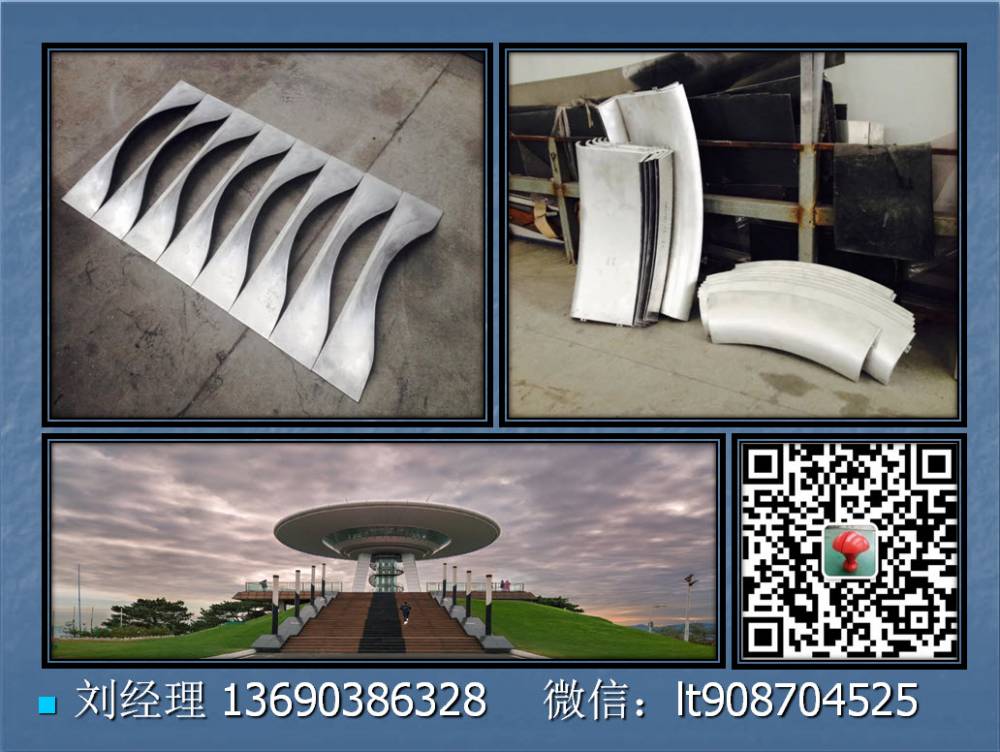



双曲铝板厂家在设计双曲建筑铝覆盖件拉深模时,应注意选择冲压方向,尽量使压边面在平面上,以便于模具的制造。根据生产条件的不同,其冲模结构应采用不同的类型。在大批量生产情况下,模具应采用金属冲模或金属嵌块冲模;在中、小批量生产情况下,也可采用焊接拼模、低熔点合金模或塑料、木材、水泥、橡皮等作为冲模材料。





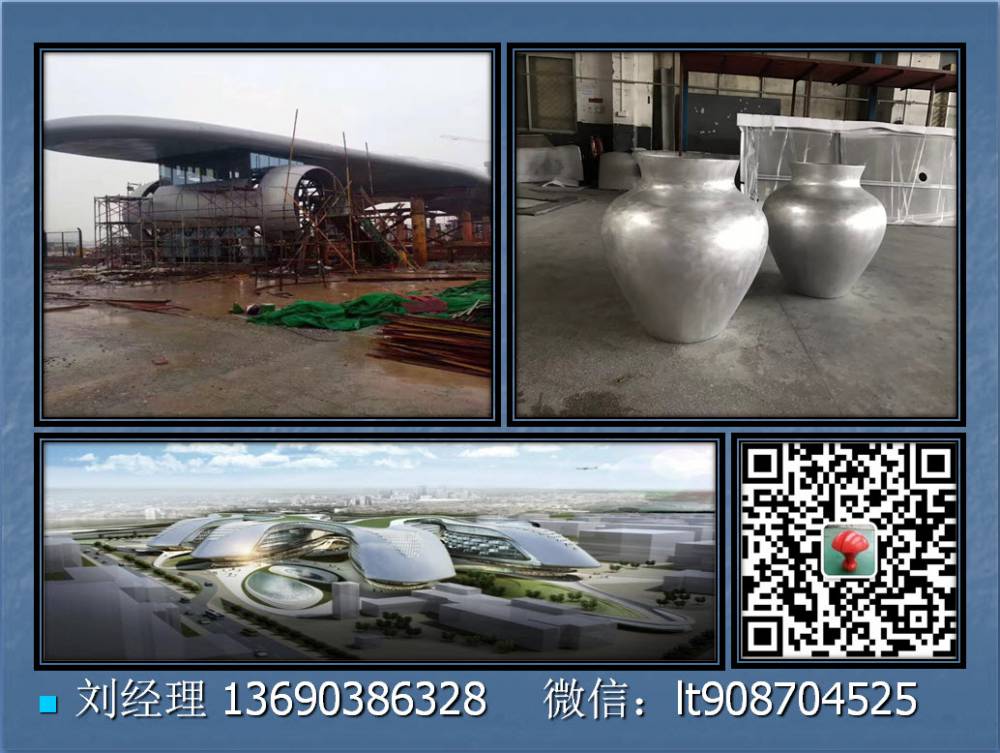
双曲铝单板合理的拉深方向应符合如下原则:保证凸模能将工件需拉深的部位在一次拉深中完成,不应有凸模接触不到的死角或死区。凸模与毛坯的接触面积应该尽可能的大,保证非常大的接触面积,防止材料应力集中,造成局部材料胀形变形太大而发生破裂;凸模两侧的包容角尽可能做到基本一致,使由两侧流入凹模的材料保持均匀地流入凹模内;凸模表面同时接触毛坯的点要多而分散,并尽可能分布均匀,以防止局部变形过大,防止毛坯窜动;当拉深方向没有选择余地,而凸模与毛坯地接触状态又不理想时,应通过改变压料面来改善凸模与毛坯地接触状态。通过改变压料面,使凸模与毛坯的接触点增多,接触面积加大,以保证零件的成形质量。但是,也要避免凸模表面与毛坯以大平面接触造成的变形区拉应力不足,材料得不到充分的塑性变形,影响工件的刚性,并容易起皱。
推荐阅读
-
金属板双曲成形
296
07-29
-
铝板双曲成形厂家
272
07-28
-
幕墙铝单板是高端建筑的颜值秘密
417
08-27
-
铝单板厂家报价
280
08-27
-
附近的铝单板厂家报价
353
08-24
-
铝单板非标订做
411
08-08
-
铝单板造型加工价格
291
08-04
-
铝单板安装厂家
237
08-02
-
双曲铝板加工厂家及价格
258
08-01