泊头东一金属制品有限公司
主营:冲压件,铝冲压件,碳钢冲压件,冲压件加工
梅花垫冲压件模具总体安装案例简介
2020/10/20 15:14:37来源:http://www.hangzhouaoda.com/cyzs/1251.html点击数:231次
梅花垫冲模在完成模架和凸、凹模装配后可进行总装,该冲压件模具宜先装下模,其装配过程如下。
① 把组装好凹模的固定板安放在下模座上,按中心线找正凹模13为装配基准件的位置,用平行夹头夹紧,通过螺钉孔在下模座上钻出锥窝。拆去凹模固定板,在下模座上按锥窝钻螺纹底孔并攻螺纹。重新将凹模固定板置于下模座上找正,用螺钉紧固。钻铰销孔,打入销钉定位。
② 在组装好凹模的固定板上安装定位板。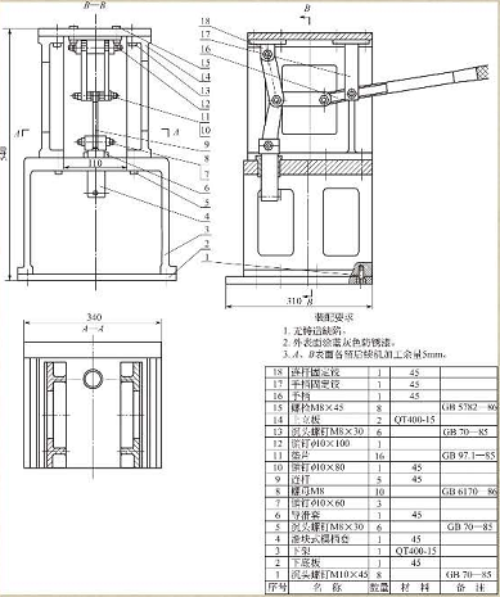
③ 配钻卸料螺钉孔时,将卸料板14套在已装入固定板的凸模12上,在固定板与卸料板14之间垫入适当高度的等高垫铁,并用平行夹头将其夹紧。按卸料板上的螺孔在固定板上钻出锥窝,拆开后按锥窝钻固定板上的螺钉孔。
④ 将已装入固定板的凸模12插入凹模的型孔中。在凹模13与下模座15之间垫入适当高度的等高垫铁,将垫板7放在凸模固定板8上,装上模座,用平行夹头将上模座4和凸模固定板8夹紧。通过凸模固定板在上模座上钻锥窝,拆开后按锥窝钻孔,然后用螺钉将上模座、垫板、凸模固定板稍加紧固。
⑤ 调整凸、凹模的配合间隙时,采用透光法调整凸、凹模的配合间隙后,以纸作冲压件材料,用锤子敲击模柄,进行试冲,如果冲出的纸样轮廓齐整,没有毛刺或毛刺均匀,说明凸、凹模间隙是均匀的。如果只有局部毛刺,则说明间隙是不均匀的,应重新进行调整直到间隙均匀为止。
⑥ 调整好间隙后,将凸模固定板的紧固螺钉拧紧。钻铰定位销孔,装入定位销钉。
⑦ 装上弹簧和卸料螺钉,检查卸料板运动是否灵活。在弹簧作用下卸料板处于zui低位置时,凸模的下端面应缩在卸料板的孔内约0.5~1mm。
⑧ 在将冲压件模具装入手动模架之前,应按设计图样对模具进行检验,以便及时发现问题,减少不必要的重复安装和拆卸。
⑨ 在生产条件下进行试冲,通过试冲可以发现冲压件模具的设计和制造缺陷,找出产生的原因,对冲压件模具进行适当的调整和修理后再进行试冲,直到模具能正常工作,冲出合格的制件,则模具的装配过程即告结束。
推荐文章:冲压件加工厂说一下冲裁模拆装步骤
推荐阅读
-
冲压件加工具体的生产操作流程
281
09-16
-
压力机冲裁速度,对五金冲压件断面有哪些影响?
290
09-08
-
调整五金冲压件模具间隙的几种办法
304
08-28
-
解析折弯成型中的常见问题以及解决方法
494
08-12
-
浅谈五金冲压件拉伸过程中起皱原因及解决方法
338
08-05
-
造成五金冲压件产生毛刺的原因有哪些?
269
08-03
-
影响汽车冲压件质量的诸多因素
374
07-19
-
常用弯曲模的几种结构形式及各自特点
573
01-14
-
五金精冲技术的优势特点简介
493
01-13